Все нормы труда являются производными от нормы времени, так как измерителем труда служит рабочее время. Как набрать из еды суточную норму антиоксидантов, чтобы вывести из организма все свободные радикалы - Om Activ Ведомость расчета сдельной оплаты труда
Норма выработки для 1 рабочего рассчитывается достаточно просто. Формулы несложные, однако надо понимать, как и когда их вообще нужно применить.
Результативность человеческого труда характеризуется выработкой.
В качестве количественных показателей производительности используют натуральные и стоимостные показатели, как-то: тонны, метры, кубометры, штуки и т.п.
Результативность труда характеризует выработка. Выработка рассчитывается на одного основного рабочего, на одного рабочего и одного работающего. В разных случаях расчёты будут вестись по-разному.
- На одного основного рабочего – количество произведённой продукции делят на число основных рабочих.
- На одного рабочего – количество произведённой продукции делят на общее число рабочих (основные плюс вспомогательные).
- На одного работающего – количество произведённой продукции делится на число всего персонала.
Показатели производительности труда характеризуют эффективность использования сотрудников на предприятии. Один из них – норма выработки.
Норма выработки – это объём работ (в единицах продукции), который рабочему или группе рабочих нужно выполнить за указанное время в конкретных организационно-технических условиях. Её устанавливают тогда, когда в течение смены регулярно выполняется одна и та же операция (создаются одни и те же изделия). На её основании уже можно назначить зарплату работнику.
Конкретные показатели нормы выработки устанавливаются предприятием – государство лишь даёт общие практические рекомендации (они изложены в нормативных документах).
Для каждой отрасли промышленности норма выработки на человека считается немного по-разному, несмотря на существование одной простой «общей» формулы.
Формула выработки на 1 рабочего
 Нормы выработки могут быть определены для одного рабочего при помощи деления фонда времени на норму времени.
Нормы выработки могут быть определены для одного рабочего при помощи деления фонда времени на норму времени.
В качестве фонда можно взять год, месяц, неделю или продолжительность смены.
Для массового производства, крупных предприятий норма времени на изготовление изделия равняется норме штучно-калькуляционного времени. Для производств, когда одни и те же работники выполняют основную, подготовительную и заключительную работу, нормы времени будут другими.
Лучше всего брать в качестве фонда продолжительность смены. Отсюда вычисляется средняя выработка в месяц или в час.
Формула для расчётов выглядит вот так:
Н выр = Т см / Т оп,
где Т см – время смены,
Т оп – время на изготовление одного изделия.
Это и есть та самая «общая» формула, о которой говорилось ранее. Она отлично работает для массового производства. Стоит отметить, что, хотя и принято брать время в минутах, можно выбрать и другие единицы измерения времени.
Для серийного или единичного производства формула будет иная:
Н выр = Т см / Т шт,
Т см – время смены,
Т шт – время на изготовление одного изделия, рассчитанное с учётом его себестоимости.
Для производств, где подготовительный этап вычисляется и нормируется отдельно, формулу выработки нужно модифицировать:
Н выр = (Т см — Т пз) / Т см,
где Н выр – норма наработки в натуральных единицах,
Т см – фонд рабочего времени, на который устанавливается норма наработки (здесь: время смены),
Т пз — время на подготовительный этап в минутах.
В случаях работы с автоматизированной аппаратурой нужно учитывать время обслуживания (которое тоже нормируется):
 Н выр = Н о * Н вм,
Н выр = Н о * Н вм,
где Н выр – норма наработки в натуральных единицах,
Н вм – норма выработки оборудования, которая вычисляется:
Н вм = Н вм теор * К пв,
где Н вм теор – теоретическая выработка машины,
К пв – коэффициент полезного времени труда за одну смену.
Если используются периодические аппаратурные процессы, формула также меняется.
Н выр = (Т см – Т об — Т отл) * Т п * Н о / Т оп,
где Н выр – норма наработки в натуральных единицах,
Т см – продолжительность смены,
Т об – время на обслуживание аппаратуры,
Т отл – норма времени личных нужд персонала,
Т п – продукция, выпускаемая за один период,
Н о – нормированное время обслуживания,
Т оп – длительность этого периода.
Нужно понимать, что в «общих» формулах не учитывается специфика конкретного производства. Для пищевой промышленности, к примеру, расчёты слегка отличаются.
Нам недостаточно измерить, сколько блюд приготовил повар в день, это ничего не скажет о его продуктивности: блюда разные бывают, в том числе и сложные. Поэтому для расчёта нормы выработки в таком случае используются специальные коэффициенты.
Берётся одно «самое простое» блюдо и принимается за единицу трудоёмкости. К примеру, порция куриного супа готовится 100 с, берется за единицу. Суп, на приготовлении которого требуется 200 с берется за двойку. И так далее.
Повару нужно подготовить рабочее место, обслуживать его. Самому подготовиться к работе.
Расчётная формула выглядит так:
Н выр = (Т см – Т пз – Т обс — Т отл) / Т оп,
где Н выр – норма наработки в натуральных единицах,
Т см – фонд рабочего времени, на который устанавливается норма наработки,
Т пз — время на подготовительный этап в минутах;
Т обс — время, требуемое на обслуживание рабочего места, в минутах;
Т отл — время, затраченное на личные потребности, в минутах;
Т оп — время на единицу продукции в минутах.
При расчёте нормы наработки, уборки производственных помещений учитывается то, что разные поверхности не моются одинаково хорошо. Плюс уборщикам требуется передвигаться от одного помещения к другому.
Н выр = (Т см – Т обс – Т лн — Т отд) * К / Т оп,
где Н в — норма выработки,
Т см — продолжительность смены в минутах,
Т обс — время, требуемое на обслуживание рабочего места в течение смены, в минутах;
Т отд — время, потраченное на отдых, в минутах,
Т лн — время на перерыв по личным надобностям в минутах,
Т оп — время на уборку 1 м 2 площади в секундах,
К – коэффициент, который учитывается при уборке. Его определяют с секундомером. Он показывает, какое время тратится при переходе между залами.
Примеры расчёта
 Для единичного производства:
Для единичного производства:
Мастер, изготовляющий чапельники ручной работы, работает 20000 с в день. Время на одну штуку – 2500 с.
Н выр = 20000 / 2500 = 8 шт.
Мастер за день изготовляет 8 чапельников ручной работы.
Для массового производства:
Время рабочей смены на заводе по производству чапельников составляет 28800 с. Время на изготовление одного чапельника, согласно нормативным документам, — 1800 с.
Н выр = 28800 / 1800 = 16 шт.
Один рабочий за одну смену должен сделать 16 чапельников.
Для производства, где нормируется подготовительный этап:
На другом чапельном заводе учитывается время, которое требуется рабочим для подготовки рабочего места и инструментов. Продолжительность смены – 28800 с. Время на изготовление одного чапельника – 1700 с. Время подготовительных работ – 200 с.
Н выр = (28800 — 200) / 1700 = 16.82 шт.
Рабочий на втором заводе должен изготовить в течение смены 16.82 чапельника.
Для автоматизированного производства:
На чапельниковом заводе № 2 стали использоваться чапельниковые машины, в теории способные производить по 50 чапельников в течение смены. Коэффициент полезного времени труда за одну смену у машин составляет 0.95. Нормированное время обслуживания составляет 0.85 рабочей смены.
Н выр = 0.85 * 50 * 0.95 = 40.375 шт.
Чапельниковая машина должна будет производить по 40.375 изделий в день.
Для периодических аппаратурных процессов на производстве:
Другие рабочие того же завода должны приделывать на чапельники автоматические защёлки – с использованием машин. Продолжительность смены – 28800 секунд. На обслуживание машин выделяется 1000 с. По личным нуждам можно отлучаться на 900 с в течение смены. За один период машина приделывает 10 защёлок. Время обслуживания составляет 0.85 смены. Длительность одного периода использования машины составляет 500 с.
Н выр = (28800 – 1000 — 900) * 10 * 0.85 / 500 = 457.3 шт.
Рабочие в течение смены должны приделать 457.3 автоматических защёлки к чапельникам.
Для пищевой промышленности:
На приготовление овсяной каши повар в столовой для рабочих завода по производству чапельников тратит 28700 с. Подготовительное время занимает 1200 с. На подготовку необходимых ингредиентов и рабочего места у повара уходит 1000 с. В перерывах на отдых тратится 3200 с. Согласно нормативным документам, на приготовление одной порции овсянки необходимо тратить 1800 с.
Норма выработки. Техническая норма времени. Вспомогательное время. Основное (технологическое) время.
Техническое нормирование устанавливает норму времени, т. е. время, потребное для выполнения заданной операции в определенных производственных условиях.
По норме времени на операцию подсчитывают затраты времени на всю программу выпуска деталей, определяют необходимое число рабочих, станков, количество электроэнергии, устанавливают потребности в шлифовальных кругах и т. д.
В соответствии с нормами времени составляется производственный план участка, цеха, завода в целом. В зависимости от затрат времени производится оплата труда рабочих. Время, затрачиваемое на операцию, характеризует производительность труда. Чем меньше времени тратится на одну операцию, тем больше деталей будет обработано за час или смену, т. е. тем выше производительность труда.
Под нормой выработки понимают то количество операций (объем работы), которое может выполнять рабочий в единицу времени (в смену, в час). Зная продолжительность смены (420 мин, при 7-часовом рабочем дне или 480 мин, при 8-часовом рабочем дне) и норму времени на одну операцию (Т), определяют норму выработки (420: Т или 480: Т).
Норма времени не является постоянной величиной, так как с повышением производительности труда норма времени снижается и увеличивается норма выработки.
При определении нормы предусматривается наилучшая организация труда и обслуживания рабочего места, т. е. в норму не должны входить потери времени из-за организационных неполадок по обслуживанию рабочего места.
Квалификация рабочего должна соответствовать выполняемой работе; станочник не должен выполнять таких работ, которые обязаны производить вспомогательные рабочие.
В норму не должны входить также потери времени на исправление брака или изготовление деталей, взамен забракованных.
При расчете нормы времени должны учитываться действительные режимы резания по данной операции, нормальные припуски на обработку, применение определенного инструмента и приспособления.
Техническая норма времени на операцию состоит из двух основных частей: нормы штучного времени и нормы подготовительно-заключительного времени.
Под нормой штучного времени понимают время, затрачиваемое на обработку детали на станке.
Под нормой подготовительно-заключительного времени понимают время, которое затрачивается на ознакомление с чертежом или операционным эскизом и технологическим процессом выполнения операции, на наладку станка, установку и снятие инструментов (шлифовальных кругов) и приспособлений, а также на выполнение всех приемов, связанных с окончанием заданной работы- сдачу готовой продукции контролеру, сдачу инструмента в инструментальную кладовую и т. д.
Подготовительно-заключительное время затрачивается один раз для всей партии одновременно обрабатываемых деталей. В массовом производстве на станках выполняются одни и те же операции. Поэтому рабочий не должен менять приспособление, инструменты, знакомиться с чертежами и технологическими картами на изготовление детали многократно. Он это делает один раз перед выполнением данной операции.
Следовательно, в массовом производстве подготовительно-заключительное время в состав технической нормы не включается. Время обработки партии деталей в серийном производстве определяют по формуле
Т парт =Т шт n +Т пз,
где Т парт - норма времени на партию, мин; Т шт - штучное время, мин;
n - число деталей в партии, шт.; Т пз - подготовительно-заключительное время, мин. Из этой формулы можно определить время на изготовление одной детали, если разделить правую и левую части на число деталей в партии
где Т штк - норма штучно-калькуляционного времени, т. е. времени на операцию с учетом подготовительно-заключительного времени. Значение Т пз можно взять в справочниках нормировщика.
Из формулы видно, что чем большая партия деталей обрабатывается на станке, тем дробь меньше и, следовательно, меньше Т штк.
В норму штучного времени входят следующие величины:
Т шт =Т о +Т в +Т обсл + Т от,
где Т о - основное (технологическое) время, мин; Т в - вспомогательное время, мин; Т обсл - время обслуживания рабочего места, мин; Т от - время перерывов на отдых и естественные надобности, мин.
Основным (технологическим) временем Т о называют такое время, в течение которого изменяются форма и размеры обрабатываемой детали. Основное время может быть:
а) машинным, если изменение формы и размеров производится на станке без непосредственного физического воздействия рабочего, например шлифование на станке с автоматической подачей шлифовальной бабки;
б) машинно-ручным, если изменение формы и размеров производится на оборудовании при непосредственном участии рабочего, например шлифование на станке с ручной подачей шлифовальной бабки;
в) ручным, если изменение формы и размеров детали производится вручную рабочим, например слесарные работы- шабрение, опиливание поверхности и т. д.
Основное машинное время при шлифовании по методу многократных проходов высчитывается по формуле
Основное машинное время при шлифовании по методу врезания определяется по формуле
В этих формулах приняты следующие обозначения: l - длина хода рабочего стола при шлифовании данной детали, мм; q - припуск на сторону, мм; n - число оборотов детали в минуту; s пр - продольная подача на один оборот детали, мм/об; s пп - поперечная подача на один ход стола (глубина резания), мм/ход или мм/мин, при врезном шлифовании;
К - коэффициент, учитывающий время на вывод искры, принимается от 1,1 до 1,5. Длина рабочего хода l при шлифовании с продольной подачей определяется по формуле l=l д -(1-2m)*B, где l д - длина поверхности шлифования в направлении продольной подачи, мм; m - перебег круга за пределы шлифуемой поверхности в долях высоты круга; B - высота круга, мм. Если необходимо определить число двойных ходов стола в мин n дх, то необходимо найти минутную продольную подачу и длину рабочего хода, а затем воспользоваться формулой

где s пр - продольная подача за один оборот детали; n д - число оборотов детали. В свою очередь между оборотной подачей s пр мм/об и подачей в долях высоты круга s д за один оборот детали имеется зависимость s пр =s д B.
Подставляя указанные величины в формулу, для s м получим:
s м =s пр *n д =s д *B*n д мм/мин.
При определении числа оборотов детали, когда известны ее диаметр и скорость вращения, пользуются формулой
где v д - скорость вращения детали, м/мин;
d д - диаметр детали, мм.
Вспомогательным временем Т в называется время, затрачиваемое на различные приемы, применяемые при выполнении основной работы и повторяющиеся с каждой обрабатываемой деталью, т. е. на подачу заготовки к станку, на установку, выверку и зажим заготовки, разжим и снятие детали, управление станком, контрольные промеры детали.
Вспомогательное время определяется путем хронометража. Имеются справочники, в которых указано вспомогательное время для различных случаев обработки деталей.
По данным экспериментального научно-исследовательского института металлорежущих станков (ЭНИМС) вспомогательное время распределяется примерно так:
На подачу заготовок к станку 5-10%
На установку, закрепление, раскрепление и снятие детали 15-25%
На управление станком, в том числе на ручной подвод (отвод) шлифовальной бабки 35-50%
На измерение детали на станке 20-40%
Вспомогательное время следует уменьшать за счет применения быстродействующих приспособлений, механизации и автоматизации контроля и управления станком. Чем меньше вспомогательное время, тем лучше будет использован станок.
Время обслуживания рабочего места Т обсл - это время, которое затрачивает рабочий на уход за рабочим местом на протяжении всей смены. Оно включает в себя время на смену инструмента (шлифовального круга), которое составляет по данным ЭНИМСа 5-7% от общей суммы затрат времени на регулирование и подналадку станка в процессе работы, на правку шлифовального круга алмазом или алмазозаменителями, составляющее 5-10% от общей суммы затрат рабочего времени, на удаление стружки в процессе работы, на раскладку и уборку режущего и вспомогательного инструмента в начале и в конце смены, на смазку и чистку станка.
Для уменьшения времени на обслуживание существенное значение имеет сокращение времени на правку, достигаемое применением алмазных оправок, карандашей, пластин, роликов, дисков, автоматических устройств для подачи команд на правку и автоматизацию правки (автоподналадчики).
Время на отдых и перерывы в работе на естественные надобности определяется на всю смену. Время на обслуживание рабочего места и на естественные надобности устанавливается в процентном отношении к оперативному времени, т. е. к сумме Т о +Т в.
На основании изучения опыта работы шлифовщиков установлено, что на основное время расходуется от 30 до 75% всего рабочего времени. Остальное составляют вспомогательное время, время на обслуживание рабочего места, естественные надобности и подготовительно-заключительное время.
При уменьшении Т в, Т обсл, Т от, Т пз уменьшается Т шт и Т штк, увеличивается производительность труда.
Подсчитав все составляющие нормы времени Т о, Т в, Т обсл, Т от, Т пз и зная партию одновременно обрабатываемых деталей, определяют Т штк.
Зная Т штк и количество часов работ в смену, можно установить норму выработки в смену:

где 480 - число минут в смене при 8-часовом рабочем дне.
Из этих формул видно, что чем меньше норма времени Т штк, тем больше выработка в час и смену. При хорошо налаженной работе рабочие выполняют и перевыполняют нормы выработки, что приводит к выполнению и перевыполнению производственного плана и к повышению производительности труда.
Кроме расчетно-технической нормы времени, в единичном производстве пользуются опытно-статистическими нормами времени. Такие нормы получают в результате математической обработки фактических затрат времени на выполнение всей операции. Эти нормы времени не учитывают всех возможностей увеличения производительности труда, а потому пользоваться ими не рекомендуется.
Норма времени – это количество рабочего времени, необходимое для выполнения единицы определенной работы определенной технологической операции одним рабочим или бригадой в определенных организационно-технических условиях.
Норма времени исчисляется в человеко-часах, человеко-минутах или человеко-секундах и определяет трудоемкость операции.
Норма выработки определяет количество продукции в натуральном исчислении (тонны, штуки, метры и т.д.), которое должн о быть выполнено рабочим (бригадой) в единицу времени (час, рабочую смену, месяц) в определенных организационно-технических условиях.
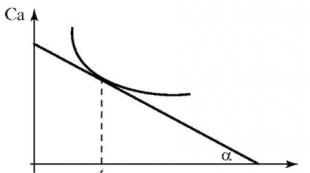
Норма выработки и норма времени, как видно из определения, взаимосвязаны между собой: норма времени является исходной величиной, а норма выработки – производной от нормы времени.
Наиболее общая формула нормы выработки имеет следующий вид:
где НВ – норма выработки;
t см - продолжительность смены;
НВр - нормы времени на единицу продукции
Изменение нормы времени влечет за собой изменение нормы выработки. Так, при увеличении нормы времени норма выработки будет уменьшаться и наоборот, т.е. между нормой времени и нормой выработки существует обратная зависимость. Эта зависимость не является прямо пропорциональной: норма выработки увеличивается в большей степени, чем уменьшается норма времени.
Процент снижения нормы времени при повышении нормы выработки определяется по формуле:
 ,
,
где Х – процент снижения нормы времени;
Процент повышения нормы выработки.
Пример 1.
Определить процент снижения нормы времени, если норма выработки повышается на 15%.
Решение:
![]()
Вывод: при повышении нормы выработки на 15% норма времени снижается на 13%.
Процент повышения нормы времени при снижении нормы выработки определяется по формуле:
 ,
,
где У – процент повышения нормы времени;
Процент снижения нормы выработки.
Пример 2.
Определить процент повышения нормы времени, если норма выработки снижается на 15%.
Решение:
![]()
Вывод : при снижении нормы выработки на 15%, норма времени повышается на 17,6%.
Норма обслуживания – это установленное количество производственных объектов (единиц оборудования или число рабочих мест), которое должно обслуживаться одним рабочим или бригадой в течение единицы рабочего времени (обычно рабочей смены) при определенных организационно-технических условиях.
Разновидностью таких норм является норма управляемости , определяющая численность работников, которые должны быть подчинены одному руководителю (мастеру, начальнику отдела, цеха, директору). Используется при нецелесообразности установления нормы времени.
Норма численности работающих – это численность работников определенного профессионально-квалификационного состава, требующаяся для выполнения производственного задания.
Нормируемое задание – это установленный объем работ, который работник или группа работников должны выполнять за определенный период времени при соблюдении определенных требований к качеству продукции.
Устанавливается на основе вышеперечисленных норм труда в целях повышения эффективности работы повременно оплачиваемых работников. В зависимости от организации производства и характера выполняемых работ, нормируемые задания могут устанавливаться на смену, месяц или на весь период производства заданного объема работ. Объем работы , устанавливаемый нормированным заданием, может быть выражен в трудовых (нормированные человеко-часы) или натуральных показателях (штуки, м 3 , тонны и т.д.).
Нормы затрат труда определяются на отдельную операцию (операционная норма ) и на комплекс работ (укрупненная, комплексная норма ). Степень дифференциальности определяется типом и объемом выпускаемой продукции, а также формами организации труда на предприятии.
По методу обоснования нормы подразделяются на научно-обоснованные и опытно-статистические . Норма считается научно-обоснованной тогда, когда ей дано техническое, экономическое, физиологическое и социальное обоснование.
Техническое обоснование нормы – это учет технических характеристик оборудования, физико-химических свойств объектов труда, применяемой технологии, действующей системы организации труда, квалификации работников и т.д.
Экономическое обоснование нормы – это выбор наиболее рационального варианта использования работников в течение определенного времени.
Физиологическое обоснование нормы – это учет всех факторов, влияющих на интенсивность труда (тяжесть работы, шум, вибрация, температура воздуха, освещенность рабочего места, загазованность и т.п.).
Научно-обоснованные нормы рассчитываются на основе действующих нормативов по труду, а также фотографии и хронометража рабочего времени.
Опытно-статистические нормы устанавливаются при помощи статистических данных о выполнении норм на аналогичные работы в аналогичных условиях или на основе опыта мастера или нормировщика. Они включают в себя все существующие недостатки в организации труда, потери рабочего времени и ориентированы, как правило, на низкий уровень интенсивности труда.
По обязательности применения различают:
Типовые нормы (или единые) – это нормы затрат рабочего времени, устанавливаемые дифференцированным методом применительно к типовому технологическому процессу;
Единые нормы – это нормы затрат рабочего времени, устанавливаемые на технологически однородные работы с небольшим количеством организационно-технических вариантов их исполнения. Применяются на предприятиях одной отрасли производства при одинаковых организационно-технических условиях, однородности операций, при возможности точного учета количества выполненной работы и учета изменений основных технологических факторов. Примером могут служить "Единые комплексные нормы выработки и времени на погрузо-разгрузочные работы в морских портах".
Лекция 8
Тема: Производительность труда
В дружеской весёлой компании или на мероприятии очень трудно отказать себе в употреблении спиртных напитков. Попадая в тело человека, алкоголь моментально начинает негативно воздействовать на все органы, сильнее всего страдают печень, почки и клетки мозга. И многие задаются вопросом: как можно узнать время полного выведения спирта из человеческого организма?
Выведение этанола из организма
Спирт утилизируется из тела двумя способами: в чистом виде или в процессе окисления через печень. Естественным путём алкоголь выходит через почки, испарением через поры кожи и лёгкие. Из организма в чистом виде выходит до 30% этанола.
Процесс окисления протекает в печени. Алкоголь перерабатывается с помощью фермента алкогольдегидрогенеза в уксусную кислоту и выводится через здоровые клетки печени, при этом выходит до 90% этанола.
Как долго алкоголь будет выводиться из крови, зависит от нескольких факторов:
- Вес человека.
- Количество выпитого.
- Крепость спиртных напитков.
- Здоровье печени.
Кроме того, на время выведения влияет пол. Так, у среднестатистического мужчины скорость переработки этанола равна от 0,10 до 0,15 промилле/час, у женщины происходит все немного медленнее: от 0,085 до 0,10 промилле/час.
Если рассматривать крепость напитков, то водка, пиво или вино будут выходить по-разному. А период выведения для каждого отдельного человека обуславливается количеством потреблённого и может колебаться от двух часов до нескольких дней.
На вывод алкоголя влияет и наличие ряда заболеваний.

Как долго будет выходить вино из крови зависит и от других факторов, которые в основном являются индивидуальными особенностями каждого организма. Например, у человека, систематически выпивающего, этанол будет перерабатываться медленнее, так как повреждённой печени со временем достаточно тяжело справляться с этой задачей. В общем, все это индивидуально. И не стоит думать, что если вы выпили с другом по 100 грамм водки, то срок очищения организма будет одинаков. Сколько потребуется времени - это варьируется также и от вашего здоровья. Если же объем выпитого спиртного довольно большой, скорость увеличится до 0,25 промилле/час.
Состояние человека в соотношении от промилле в крови:
- 0,20–0,50. Заторможенность внимания, тяжело понять, как быстро движутся предметы. Садиться за руль при такой дозе категорически запрещено.
- 0,5–0,8 (пиво - 1 л.). Снижается восприятие объектов, красного цвета.
- 1,2 (пиво - 2,5 л., водка - 300 мл.). Потеря навыков вождения автомобиля, координации.
- 5 (водка - 1 л.). Такую дозу алкоголя официально считают смертельной.
Таблица времени вывода этанола
Если не рассматривать здоровье печени каждого взятого человека, можно составить таблицу: сколько выходит этанол из крови в зависимости от массы тела.
Расчёт ведётся на 100 грамм спиртного напитка.
| Алкоголь / вес (кг) | до 60 | 70 | 80 | 90 | 100+ |
| Водка | 5 ч. 50 м. | 4 ч. 55 м. | 4 ч. 20 м. | 3 ч. 50 м. | 3 ч. 30 м. |
| Коньяк | 6 часов | 5 часов | 4 ч. 35 м. | 4 ч. 5 м. | 3 ч. 40 м. |
| Виски | 6 ч. 15 м. | 5 ч. 21 м. | 4 ч. 40 м. | 4 ч. 10 м. | 3 ч. 45 м. |
| Ликёр | 4 ч. 30 м. | 3 ч. 45 м. | 3 ч. 16 м. | 2 ч. 56 м. | 2 ч. 35 м. |
| Джин | 6 ч. 50 м. | 5 ч. 50 м. | 5 ч. 10 м. | 4 ч. 30 м. | 4 ч. 5 м. |
| Настойка 23% | 3 ч. 30 м. | 3 часа | 2 ч. 35 м. | 2 ч. 21 м. | 2 ч. 5 м. |
| Вермут 16% | 2 ч. 21 м. | 2 часа | 1 ч. 45 м. | 1 ч. 35 м. | 1 ч. 25 м. |
| Вино столовое | 1 ч. 35 м. | 1 ч. 21 м. | 1 ч. 10 м. | 1 ч. 5 м. | 1 ч. |
| Шампанское | 1 ч. 35 м. | 1 ч. 20 м. | 1 ч. 10 м. | 1 ч. 5 м. | 1 ч. |
| Пиво 6% | 50 м. | 40 м. | 25 м. | 25 м. | 21 м. |
| Пиво 4% | 36 м. | 30 м. | 25 м. | 20 м. | 15 м. |
Нужно учитывать, что данные таблицы являются усреднёнными, и полностью на них полагаться не стоит. Каждый человек – это индивидуальный организм, который воспринимает алкогольные напитки по-своему. Смотря сколько выпито, время выведения нужно увеличивать. Если количество потреблённого алкоголя около 500 грамм, то необходимо данные умножить на 5.
Как вывести спирт из крови

Даже по истечении времени не рекомендуется садиться за руль. Если вы не чувствуете состояние алкогольного опьянения, это не значит, что организм полностью очистился, восстановилась быстрая реакция, хорошая память и нормальная координация движения. Когда всё-таки необходимо куда-то ехать или возникли другие обстоятельства, по которым следует протрезветь, ускорить утилизацию спирта из организма можно специальными препаратами или отварами, помогающими вернуться в здоровое состояние.
В случае большого количества выпитого или после пары дней запоя, самый верный способ, конечно, - это отправиться в наркологическое отделение. Врачи прокапают капельницы с раствором глюкозы, соли или другие. Так период вывода алкоголя из крови сократится до 5–8 часов.
Попробовать очистить кровь от алкоголя можно народными средствами, если выпито немного:

Помните, сколько бы вы ни выпили, вождение транспортного средства в нетрезвом состоянии, а это 0,17 миллиграмма алкоголя на литр выдыхаемого воздуха, грозит лишением водительских прав и штрафом в 30 тысяч рублей. Мало того, вы можете стать участником ДТП, а сколько людей пострадало от пьяных водителей. Не рискуйте своей и жизнью других!